



推薦產(chǎn)品Recommended

當前位置:主頁 > 新聞資訊 > 公司新聞 > 公司新聞
熱壓焊機焊接原理是什么
時間:2019-11-06來源:未知瀏覽次數(shù):
摘要:A、 熱壓焊機焊接原理 電源通過輸出電流加熱電極和工件,電極傳熱給工件,工件達到一定的溫度時預置于焊接位置的焊錫熔化,熔化后的焊錫通過毛細作用流入焊接接縫中,與鍍層發(fā)
A、 熱壓焊機焊接原理
電源通過輸出電流加熱電極和工件,電極傳熱給工件,工件達到一定的溫度時預置于焊接位置的焊錫熔化,熔化后的焊錫通過毛細作用流入焊接接縫中,與鍍層發(fā)生擴散與互相溶化,冷確后形成牢固的接頭。這里,加熱方式、加熱過程、焊接溫度、保溫時間、焊料與助焊劑等是影響焊接質(zhì)量的重要因素。
考慮到整個焊接過程方便、穩(wěn)定可靠,推薦采用帶溫度控制的熱壓焊加熱電源。加熱曲線如圖 1 所示。
熱壓焊機
圖中熱壓焊機加熱的過程包括預升溫、預熱溫度保持(t1-t2),焊接升溫、焊接溫度保持和冷卻等階段。可以通過調(diào)節(jié)溫度的上升速度 V1、V2 來保證工件的加熱速度符合焊接加熱規(guī)律需求,同時設置 t1-t2、t3-t4的時間間隔來調(diào)節(jié)預熱階段和焊接階段的保溫時間、保證加熱均勻、接頭形成穩(wěn)定一致,隨后冷卻使焊料凝固,達到最佳的焊接效果。
B、熱壓焊機主要構(gòu)成:
?、?電源
采用熱壓焊類型的直流輸出的逆變電源。逆變頻率 4kHz。電源基本參數(shù)(JYR-02L)如下:
額定功率:6kVA
負載持續(xù)率:50%
各階段溫度控制范圍:50-600℃
預熱時間:0.1-10s
焊接保溫時間:0.1-10s
升溫速度:20-200℃/s
② 電極(帶熱電偶測量)
電極形狀尺寸依據(jù)工件設計。熱電偶設在電極前端靠工件的部位。
C、具備性能特點
① 電源響應快,溫度曲線平穩(wěn)
逆變電源時間調(diào)節(jié)分辨率可達 025ms(4kHz 逆變頻率),相對工頻交流電源的 20ms(50Hz),反饋控制周期大大縮短,可以將溫度控制得更加平穩(wěn)、準確。直流輸出也使得熱效率提高,溫度波動小。
?、?零件溫升的影響小,焊接質(zhì)量好.
升溫、保溫分階段精確控制,確保工件熱平衡,避免工件過熱,抑制對元器件的影響,同時也保證焊接質(zhì)量穩(wěn)定可靠。
?、?溫度顯示功能
焊接溫度面板實時顯示??紤]到熱電偶檢測溫度與焊接節(jié)點溫度存在偏差,該系統(tǒng)提供溫度校準功能,確保實時顯示較準確的焊接接頭處的溫度。
④ 電極保護
針對目前所使用電極易氧化,需經(jīng)常維修的狀況,該方案所提供的電源有利于克服目前方法易產(chǎn)生過熱而損傷電極的缺點,減少電極維護次數(shù),同時也延長了電極的使用壽命。
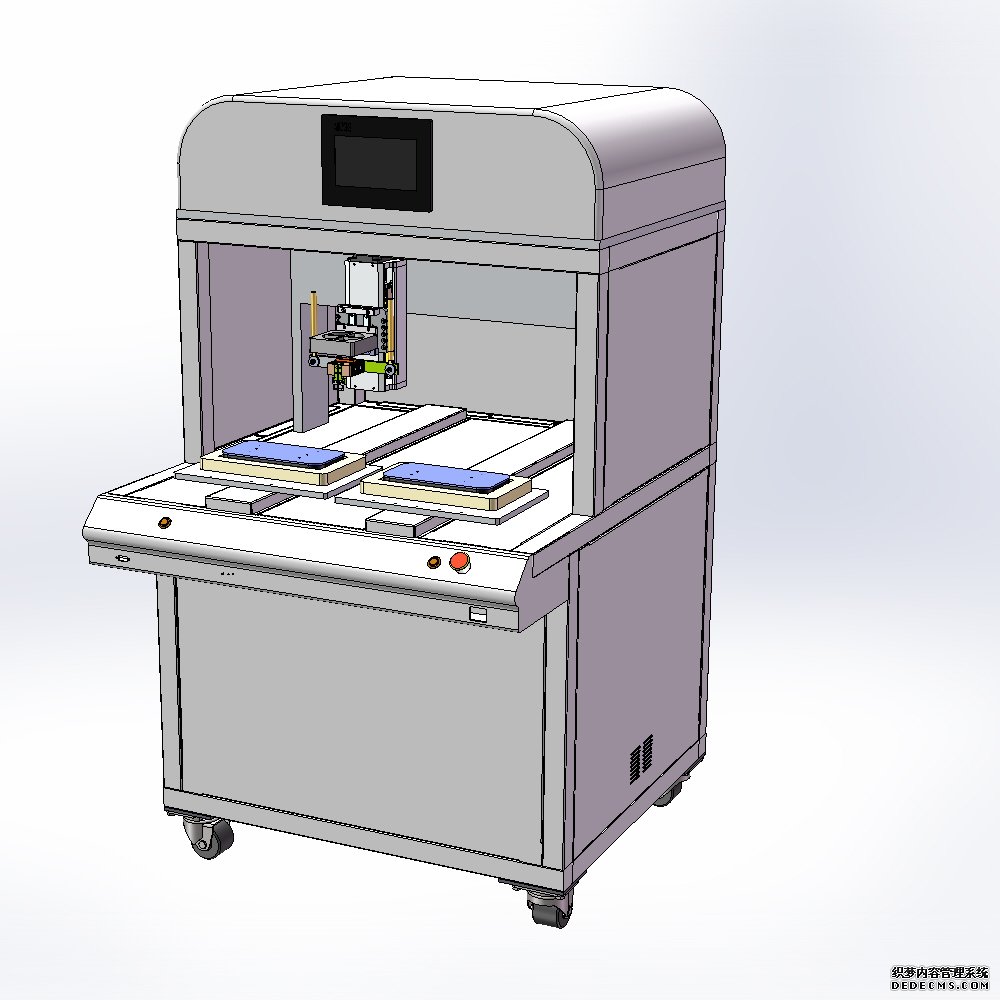
D、熱壓焊機機頭及工裝夾具示意圖
熱壓焊機
E、熱壓焊機焊接過程
先將 PCB 工件放入工裝夾具內(nèi),然后將需要焊接線理順也放入工裝夾具內(nèi),蓋上壓板后將整套夾具推入焊接平臺上。腳踏焊接開關,機頭壓下,進行焊接。焊接完畢,機頭自動上抬。取下整套夾具,重新放入裝好待焊接工件的夾具,繼續(xù)焊接。
文章關鍵詞:熱壓焊機焊接原理是什么
下一篇:熱壓機選購應注意這些問題





 ??
?? 聯(lián)盟") ??
?? 站") ??
?? ?
?  ?
? 